Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
Prospekt MANUALplus 620
CNC PILOT 640
MANUALplus 620
izvan vremena i prostora
Elektrické stroje (PB107, KB 107)
TNC 640 - heidenhain
Verzia v PDF - Leaderpress
Leštící kotouče MH
ecoTurn - DMG MORI Türkiye
Mikulášské setkání
Geodézie a kartografie
Elektrické stroje a pohony (NP006, NK006)
Přehled typů – U 40–4 / U 60–6 / U 80–12
Materiály.pdf
TNC 620 - Kompaktní souvislé CNC řízení pro frézky a
ai magazine verzia PDF na stiahnutie
TNC 620 - Kompaktní souvislé CNC řízení pro frézky a vyvrtávačky
KURULUM
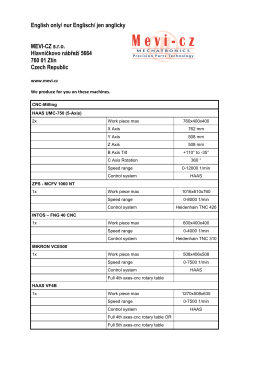
English only/ nur Englisch/ jen anglicky MEVI