Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
null
Na kłopoty... nowości Sandvik Coromant!
Informace/Rejstřík
pd/pm um/08/00 turkısh
TNC 320 - Kompaktní souvislé CNC řízení pro frézky a
Ceník půjčovny
DOZVOLA ZA OPASAN OTPAD
Hluboké otvory velkých průměrů.pdf
Dodatek ke Katalogu 2010-2011
Virtuelna laboratorija za robotiku - ETF Robotics
Nové obráběcí nástroje a řešení 14.1
AISI 420 paslanmaz çeliği Ø60x300mm AISI 4340 çeliği
MTM5400
01 Aralık 2015 Tarihli Olağan Meclis Toplantısı Karar Özeti
03 Mart 2015 Tarihli Olağan Meclis Toplantısı Karar Özeti
04 Ağustos 2015 Tarihli Olağan Meclis Toplantısı Karar Özeti
E54 - Sandvik
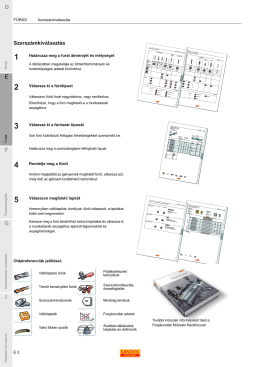
Zapichování a upichování
10 Mart 2016 Muğla Büyükşehir Belediyesi Meclis Toplantısı Halka