Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
Nové obráběcí nástroje a řešení 14.1
Yeni kesici takımlar ve çözümler 14.1
GC4325 - dzieło inżynierii materiałowej
Új forgácsolószerszámok és műszaki megoldások 14.1
numer 04 (55) 2012 - Forum Narzędziowe Oberon
NAI-Moderni zpusoby rezani zavitu pomoci pneumatickych
Pokusy s kapalným dusíkem
Verzia v PDF - Leaderpress
Turning tools - Highlights
Narzędzia do efektywnego przecinania i toczenia rowków
CZ - Canyon
Zapytanie ofertowe nr 3 na dostawę środków trwałych z
Turning Tools - highlights
Broşürü indirin - Sandvik Coromant
Informace/Rejstřík
Nástroje pro efektivní upichování a zapichování
Soustružnická příručka
Rozwiązania Traka dla Magazynów
Acél esztergálása hosszú élettartammal - Sziget
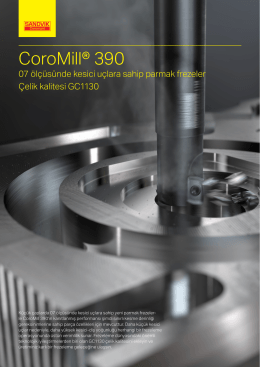
CoroMill® 390 - Sandvik Coromant
c menetesztergálás
Na kłopoty... nowości Sandvik Coromant!
Kesme ve kanal açma operasyonu için bir takıma mı ihtiyacınız var?