Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
Verzia v PDF - Leaderpress
Verzia v PDF - Leaderpress
Verzia v PDF - Leaderpress
Verzia v PDF - Leaderpress
Verzia v PDF - Leaderpress
Verzia v PDF
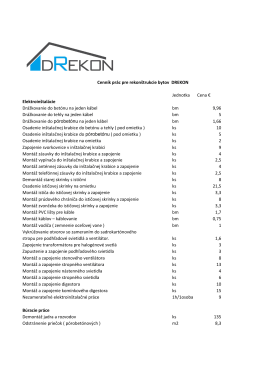
Cenník Drekon 2013 - rekonstrukcie
Verzia v PDF - Leaderpress
Facility management nie je správa budov
loctıte 2015 fiyat listesi
Pokračujeme v konceptu Zelené slévárny
Nové obráběcí nástroje a řešení 14.1
WWW.PESTAN.NET
san swiss
Új forgácsolószerszámok és műszaki megoldások 14.1
Verzia v PDF - Leaderpress
ai magazine verzia PDF na stiahnutie
Verzia v PDF - Leaderpress
Verzia v PDF - Leaderpress
Verzia v PDF - Leaderpress
Verzia v PDF - Leaderpress
Verzia v PDF - Leaderpress
Verzia v PDF - Leaderpress