Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
ai magazine verzia PDF na stiahnutie
Elektrikli Araç Teknolojisinin Gelişimi ve Gelecek Beklentileri
ai magazine verzia PDF na stiahnutie
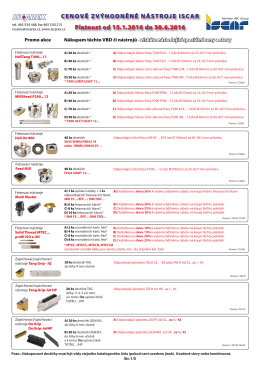
CENOVĚ ZVÝHODNĚNÉ NÁSTROJE ISCAR
HNACIE REMENE - Tomirtech, sro
Verzia v PDF - Leaderpress
PDF format 11.3 MB
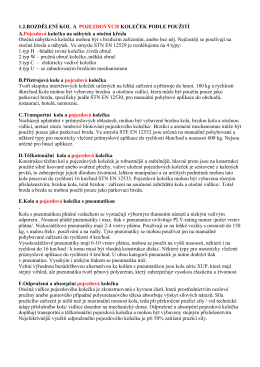
1.2.ROZDĚLENÍ KOL A POJEZDOVÝCH KOLEČEK PODLE
Verzia v PDF
Verzia v PDF - Leaderpress
Verzia v PDF - Leaderpress
Verzia v PDF - Leaderpress
Verzia v PDF - Leaderpress
Verzia v PDF - Leaderpress
Verzia v PDF - Leaderpress
Samozrejme. - Výskumný Ústav zváračský
Verzia v PDF - Leaderpress
Verzia v PDF na stiahnutie
Verzia v PDF - Ai magazine
Číslo: 2334/ 2003 - IJ V Zlatých Moravciach
Okoličná na Ostrove, m.č. Nový Dvor
Verzia v PDF - Leaderpress
DC - E-Hike