Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
návod k programování
CNC872 - MEFI, sro
13. EDITOR
หน่วยที่ 7 แบบจําลองความสัมพันธ์ระหว่างข้อมูล
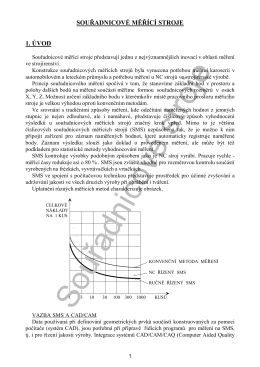
Souřadnicové měřící stroje - Katedra výrobních systémů
Vypracovane otazky
Chemie potravin a bioaktivních látek Témata diplomových prací v
ÚVOD: ZÁKLADNÍ MODULY: POSLEDNÍ NOVINKY:
แบบจ าลองฐานข้อมูลเชิงสัมพันธ์
CNC PILOT 640
ppt
Internaupotreba
Diplomová práce Rozvrh hodin pro mobilní zařízení
Stáhněte si kompletní PDF
TNC 320 - Kompaktní souvislé CNC řízení pro frézky a
BROJ I - Academius
ročník 17, 2013, č. 2, ISSN 1338-1024
návod k obsluze programu transdnc pro windows
Modelování a simulace 2
Diagnostická příručka - Siemens Industry Online Support Portals
Zasady planowania procesu treningowego
Tango_flyer_inside
0001_15_Frimec_KL_22_FAN COIL JEDNOTKY