Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
Modül Bilgi Sayfaları
Modül Bilgi Sayfaları
5- İZLEME - İstanbul Üniversitesi | İdari ve Mali İşler Daire Başkanlığı
2015-2016 2.Dönem Ortak Sınav Takvimi - ANKARA
Modül Bilgi Sayfaları
İndir (PDF, 364KB) - Kimya Ders Notları
etkinlik sayfası
BİLGİ YÖNETİMİ MODELLERİ
tiridine bandım yeniden atılacak.mus
UYG7_A
STRESİ ÖNLEME - Atakent Ortaokulu
tozaltı kaynak tekniği.DOC
östenitik paslanmaz çeliklerin kaynağı
MIG MAG Eriyen Elektrod ile Ark Kaynağı
Tehlikeli ve Çok Tehlikeli İşlerde Elektrik Tesisat ve Pano Montörü
2.1 - Uzman Veteriner
İndir - Teknolojik Araştırmalar
tesġsat teknolojġsġ ve ġklġmlendġrme elektrġk ark boru
Psikotrop İlaçlar
Elektrod Kaynağı
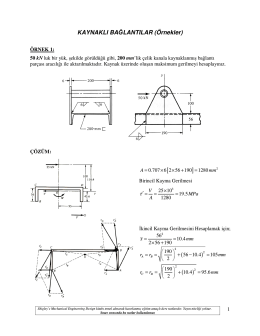
Kaynaklı Bağlantılar (Problemler)
Tungsten Elektrodlar için Sulu Bileme Makinesi
puntalama işleminin sentetik ipliklerin sağlamlık ve düzgünlük