Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
tozaltı kaynak tekniği.DOC
Velilerimiz için Rehberlik Bülteni
Suat Soydemir
3 Boyutlu Dinamik Modelleme Yazılımları ile
Belgelerini okuyun SEE Electrical
PDF Fulltext - Gaziantep Medical Journal
FLOATRON, • Güneş enerjisi ile çalışan Floatron, iyonizasyon
Bahir Selçuk-Divan Şiirinde Ritmik Bir Unsur: Atıf Terkipleri
19,95 TL
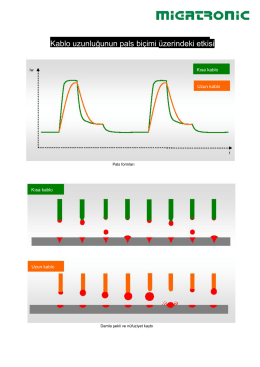
Kablo uzunluğunun pals biçimi üzerindeki etkisi - Er-CE
Al-Si Kaplamalı Otomotiv Çeliklerinde Lazer Kaynakli
Gazaltı Ark Kaynağı TIG MIG MAG
View/Open
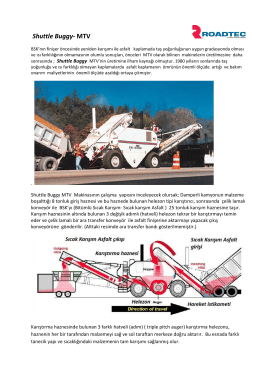
Shuttle Buggy- MTV
İmal Usulleri Hafta 5-6
gazaltı kaynak tekniği.DOC
ÜRÜN KATALOĞU - Oerlikon Kaynak
Stroton Isı Yalıtım Ürünleri Katalogu İndir.
MIG MAG Eriyen Elektrod ile Ark Kaynağı
BARTIN ÜN*VERS*TES* MÜHEND*SL*K FAKÜLTES* METALURJ
Çekirdekleşme
Plazma Nedir - TeknikBelgeler.com
yükle - Domak Su Pompaları