Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
MIG MAG Eriyen Elektrod ile Ark Kaynağı
Günlük Gazetenin Tamamını Okumak İçin TIKLAYIN
pdf indir - Askaynak
Untitled - Askaynak
SERAMİK MALZEMELER
LKHAGVAJAV, Natsag-HAYVANCILIK ÜLKESİ MOĞOLİSTAN
PROGRAM - PlaceHolder for imoistanbul.org
mag - ResearchGate
Gazaltı Ark Kaynağı TIG MIG MAG
nereinknek készséggel megküldjük a típust
Tisztelt Érdeklődő, KOMATSU targoncát
Elektrik-6 - Deneysan
transsteel 3500/5000
tozaltı kaynak tekniği.DOC
kaynak yöntemleri - A. Alper Cerit, PhD
ARK KAYNAĞININ ESASLARI Metallerin birleştirilmesinin, bir
Plazma Nedir - TeknikBelgeler.com
İndir - Teknolojik Araştırmalar
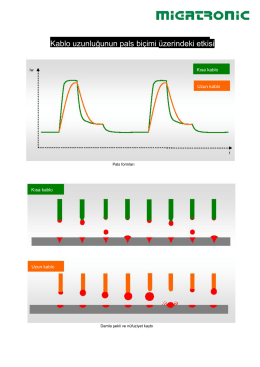
Kablo uzunluğunun pals biçimi üzerindeki etkisi - Er-CE
Modül Bilgi Sayfaları
Metali kesmek ve kanal açmak için manuel veya mekanize plazma
genel kimya
AVALANCHE MÜZAYEDE