Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
ÜRÜN KATALOĞU - Oerlikon Kaynak
BÖLÜM 1-2 VEKTÖR
E-Katalog - teknik patlayıcı a.ş
Sprawdzanie prawa Stefana
Katalog - Oerlikon Kaynak
FCH 355 - Oerlikon Kaynak
Ders 3 - fbuyukserin.at.etu.edu.tr
Gazaltı Ark Kaynağı TIG MIG MAG
ENSARULLAH HAREKETİ
PDF formatı için tıklayınız
DENEY 3
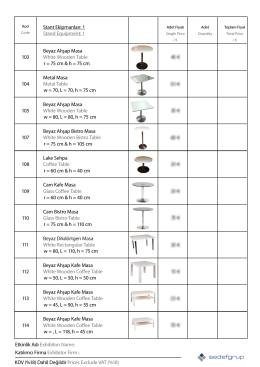
extra-mobilya
MSG 19-12-3 - teknolit.com.tr
tozaltı kaynak tekniği.DOC
Turan Çetin
CENNÍK - Bytove vône
Equivalent System of Forces
transsteel 3500/5000
Ürünün teknik özellikleri ve broşürü için tıklayınız.
11.sınıf kimya dersi sömestr tatili ev çalışması
aritmiders ev ogrenci copy
HADDELEME - WordPress.com
{DE}Prospekt_TS TPS 3200/9000_TR~{EN}Leaflet_TS