Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
HADDELEME - WordPress.com
FONKSİYON SAYISI olsun. 1) A dan B ye tane fonksiyon
TRC den sonra Assan alüminyum neden DC
CH 15: Metal Şekillendirmenin Temelleri
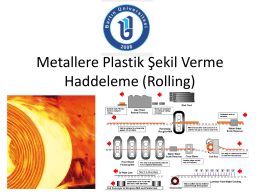
Slayt 1 - Dumlupınar Üniversitesi
Yumuşatma Tavı
HYDROİL AL SERİSİ
sunrıse tanıtım - sunlightteknik
B.E.Ü. Staj Sunumu - Bülent Ecevit Üniversitesi | Makina
despa catalog - Despa Gas Spring
Sunu 3
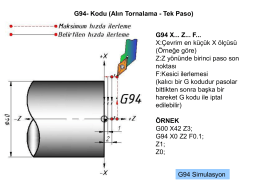
cnc programlama 3
MAL201Faz-DemirKarbon
Ürün Yenilikleri
AL 48
Madenlerde Mühendislik Tasarımları, Risk Oluşturan
Agromaster - Çayır Biçme Makineleri (Tr).cdr
tez yazım ilkeleri - Psikodrama*t*ist...Hoşgeldiniz
4. hafta
Yağmur İndirme Sistemi Kataloğu 2
Slayt 1 - Makine Mühendisliği
Karbon Ayak İzi Nasıl Küçültülür?
marbella - Graniser Seramik