Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
gazaltı kaynak tekniği.DOC
pdf indir - Askaynak
Untitled - Askaynak
KIRIKKALE ÜNİVERSİTESİ - K.Ü. Makine Mühendisliği Bölümü
Bulten 09.2014 (PDF 350 KB)
Kaynak İşlerinde Güvenlik
kaynak yöntemleri - A. Alper Cerit, PhD
2013-2014 Öğretim Yılı Kataloğu
k-sabitli Filtre Parçaları
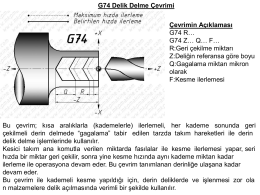
cnc programlama 4
KAYNAK İŞLERİNDE GÜVENLİK
Plazma Nedir - TeknikBelgeler.com
Tramvay Tasarım Kriterleri
pdf indir - Askaynak
Esnek Metal Örgülü Hortumlar - Arsenflex
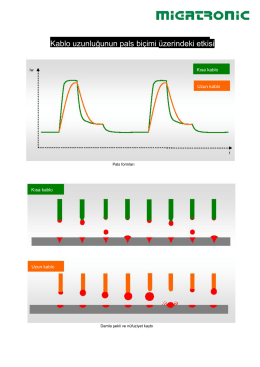
Kablo uzunluğunun pals biçimi üzerindeki etkisi - Er-CE
Kaynak Sunum
tozaltı kaynak tekniği.DOC
gaz ekonomizörü kullanma talimatı
enjektör karışımlı kesme hamlacı kullanma talimatı
Nalbur Teknik Eylül Sayısı Haberimiz için lütfen tıklayınız
ÜRÜN KATALOĞU - Oerlikon Kaynak
İndir - Teknolojik Araştırmalar