Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
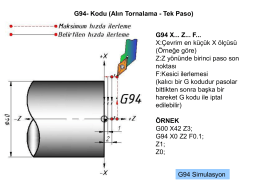
cnc programlama 4
info
MENEKŞE EVLERİ 170 ADA SİTE YÖNETİMİ 13-A Blok 13
cnc programlama 3
Dr Katarzyna Czainska
CNC
Opracowanie programu i realizacja obróbki elementów na
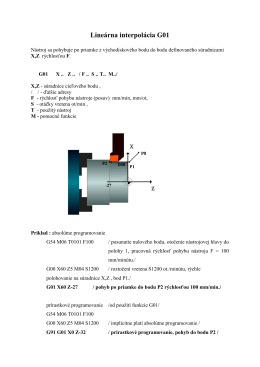
Lineárna interpolácia G01.pdf
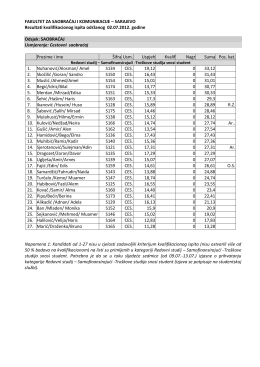
Cestovni saobraćaj - samofinansirajući
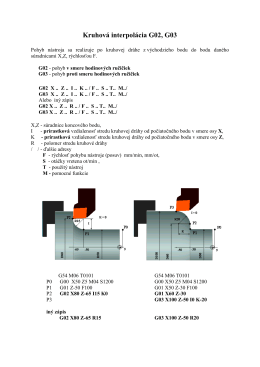
Kruhová interpolácia G02, G03
11. Sunum
gazaltı kaynak tekniği.DOC
CSS
5. Sunum
Şebekeleşmiş Kültür
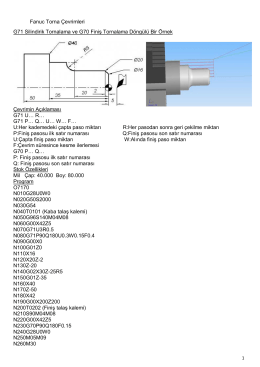
Örnek Program
Yenilenebilir Enerji Kaynaklarının Maliyet Analizi
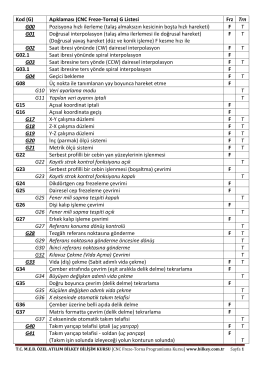
Bilkey Cnc Torna Freze Programlama Kursu G ve M Kodları Listesi
Eşi emniyet amiri - Sondakika Gazetesi
4. hafta
Makine Teknikerliği B - Orman Genel Müdürlüğü
TEMEL ELEKTRON*K -1- - Hacettepe Üniversitesi Robot Topluluğu
INNOWACYJNA UNIA EUROPEJSKA ,f * `