Read
Gur
☰
Explore Categories
Sign in
Sign up
Upload
×
Download
No category
İndir - Teknolojik Araştırmalar
Meta-Heuristic Algorithms Applications for
109
Tam Metin (PDF) - Türk Pediatri Arşivi
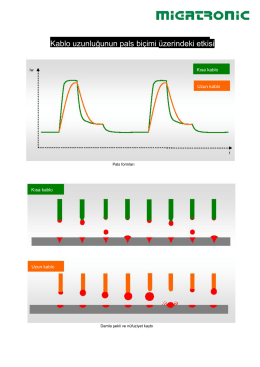
Kablo uzunluğunun pals biçimi üzerindeki etkisi - Er-CE
www.ror.tf.bor.ac.r AUTOKATALIZAT RECOVERY OF CATALYSTS
Aziz Nesin _ İstanbul`un Halleri BU KÎTABIN TELİF
prace instytutu odlewnictwa transactions of foundry research institute
Máj 2013 - Strojárstvo
Katalog - Inter Mehanika DOO
Predbežný program konferencie
Recykling metali nieżelaznych 2016 A4
Full Text_PDF