Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
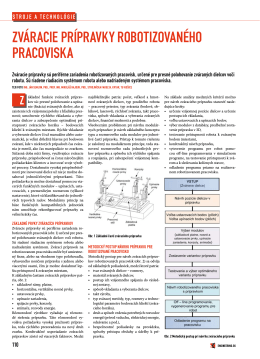
Máj 2013 - Strojárstvo
December 2012
Číslo 4/2011 Zpracování bez zbytkové mříže Úspora materiálu o 10
İndir - Teknolojik Araştırmalar
15 rokov jednotka aj vďaka vám
airCam Dome User Guide
Naš Securitas 8.pdf
Volba laseru
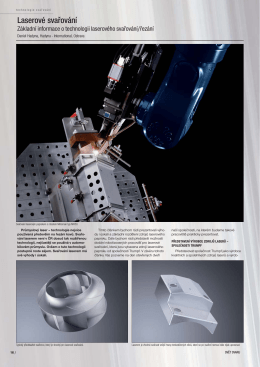
Laserové svařování
9.–10. 10. 2014 Kongresové centrum Praha zve všechny
starý most cez dunaj v bratislave
ODBORNÝ PROGRAM KONFERENCE Pondělí dne 18. 3. 2013
Metoda Expresní Diagnostiky Pružnopevnostních
acil hastada havayolu yönetimi ve hızlı ardışık entübasyon
Marec 2012 - Strojárstvo
Február 2013 - Strojárstvo
Článok - Stanislav Stevo web page
Havária jadrových elektrární Fukušima a možný dopad na zdravie
Marec 2013 - Strojárstvo
pozvánka - Ministerstvo dopravy, výstavby a regionálneho rozvoja SR
strany 1 až 8 - HC VERVA Litvínov
null
Máj 2013 - Strojárstvo