Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
Volba laseru
GUZY ŁAGODNE
Číslo 4/2011 Zpracování bez zbytkové mříže Úspora materiálu o 10
Obnova lesa jako funkčního ekosystému Historické změny stavu
Probuďte, co v nich je!
Máj 2013 - Strojárstvo
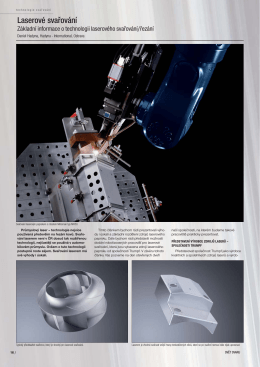
Laserové svařování
zde - Výstaviště České Budějovice as
TRUMPF na veletrhu MSV 2014
Lasery a jejich aplikace
Polsko - Niemiecka Wymiana Młodzieży
trumatıc l3050 tlf 5000
(Nabídka technologií pro výrobní kooperace 2012)
Svět kempování Truma 2013
Ayın Teklifi Ocak 2015 TruLaser 3030 (L20) TruFlow 5000
Metodološke s Metodološke smjernice
Perfektne skom- binované pálenie a vysekávanie.
text
Shine Fiber
Zaproszenie - TRUMPF Polska
Rozpuszczalnik do żywic 4kg
Vyrástli pre každú úlohu.
INTECH 2015