Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
Marec 2012 - Strojárstvo
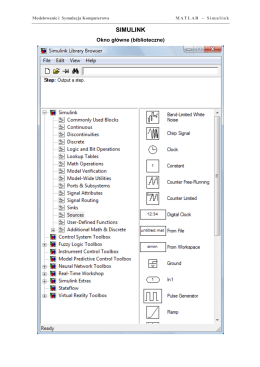
SIMULINK
Novinky v obrábaní
Spolupráca s praxou - Strojnícka fakulta
Verzia v PDF - Leaderpress
Strojárstvo Extra
Február 2013 - Strojárstvo
8x8 Tekerlekli Zırhlı Araç Performans Modeli Geliştirilmesi
Marec 2013 - Strojárstvo
Máj 2013 - Strojárstvo
15 rokov jednotka aj vďaka vám
Diapositiva 1
Szakmai önéletrajz
mm 304-donem projesı
4 - BEL Labtronic
DATABÁZOVÉ ROZHRANIE PRE POTREBY