Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
kaynak yöntemleri - A. Alper Cerit, PhD
BAHARÇİÇEK, Abdulkadir-ULUSLARARASI
Levent Yüksel
View/Open
MENİSKÜS Yırtıkları - Turgut Özal Üniversitesi Hastanesi
Temel Kavramlar Atatürk Üniversitesi Açıköğretim Fakültesi 13
dosya indir (818 kb)
Plazma Nedir - TeknikBelgeler.com
erkek-kız
Speedol Marine Lubricants
08 Kasım 2014 - Olay Gazetesi
ÖZEL BETONLAR
Kaynak İşlerinde Güvenlik
östenitik paslanmaz çeliklerin kaynağı
mkt 2014 - Proje Tabanlı Mekatronik Eğitimi Çalıştayı
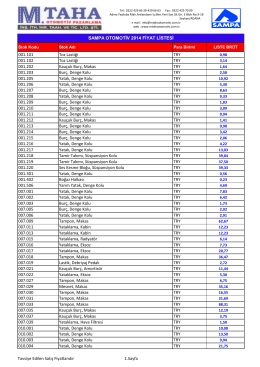
SAMPA BRÜT FİYAT LİSTESİ SON LİSTE (version 2).xlsb
bilgisayarınıza indirin - makine mühendisliği
KAYNAK İŞLERİNDE GÜVENLİK
İndir
gazaltı kaynak tekniği.DOC
Download File
PowerPoint Sunusu - A. Alper Cerit, PhD
mal alımı işi için ihale ilamı ersel ısıtma enerji sistemleri