Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
östenitik paslanmaz çeliklerin kaynağı
кад је седиште херцеговачког санџака прешло из фоче у пљевља
100 Yıllık Bir Destan ÇANAKKALE 1915
kaynak yöntemleri - A. Alper Cerit, PhD
KARATE MÜSABAKALARI "TÜRKİYE FİNALİ"
dswsdddssda e8 Paslanmaz çeliklerle çalismak
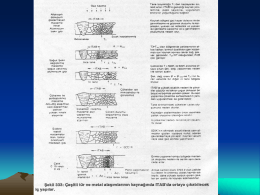
Saf demirin soğuma eğrisi ve oluşan kristal yapıları
İndir - WordPress.com
Elektronik Teknolojisi
stáhnout zde - Konference Psychologické aspekty pomáhání
VizeIIveFinalHazırlık Aralık2014
10.6.1. AB DÜZENLEMELERİ
Elektronik Teknolojisi
MAL201Faz-DemirKarbon
Kimyasal Türler arası Etkileşimler
tesġsat teknolojġsġ ve ġklġmlendġrme elektrġk ark boru
Yumuşatma Tavı
Isıl İşlem Görmüş Lifli Betonlarda Gerilme Şekil Değiştirme İlişkileri
Konstrüksiyon Malzemelerinin Özellikleri
betonarme
Öznitelik Çıkarma Yöntemleri
diş hekimliğinde elektro cerrahinin kullanımı
Gazlar