Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
VizeIIveFinalHazırlık Aralık2014
MAL201Faz-DemirKarbon
MAL201VizeIeHazırlık2014
Katalog osłon i akcesoriów do węży HELIXGUARD
Bölüm 1
Saf demirin soğuma eğrisi ve oluşan kristal yapıları
FLENDER couplings
Ders 8 - Yrd.Doç.Dr.Fatih AY
ch06-Malzeme Bilgisi
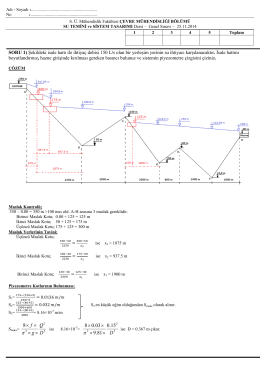
Vize Cevapları - Çevre Mühendisliği Bölümü
önsöz yerine
İndir - WordPress.com
FLENDER couplings - Siemens Industry Online Support
östenitik paslanmaz çeliklerin kaynağı
Yumuşatma Tavı
10.Sınıf - Kemer Koleji
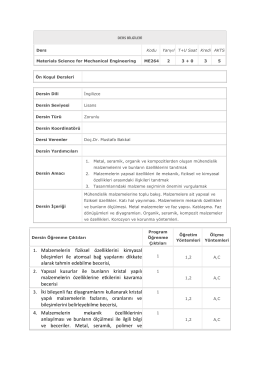
1. Malzemelerin fiziksel özelliklerini kimyasal bileşimleri ile atomsal
Faz ve DD
r-3.14 godišnji troškovi elektrodistributivne mreže
MAL201 Callister Faz Dönüşümlari (TTT)
Toz Metalurjik Malzemeler
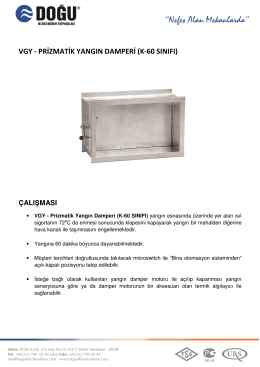
VGY - PRİZMATİK YANGIN DAMPERİ (K
tc selçuk üniversitesi fen bilimleri enstitüsü ç