Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
tc selçuk üniversitesi fen bilimleri enstitüsü ç
CH 15: Metal Şekillendirmenin Temelleri
PDF İndir - Bilecik Şeyh Edebali Üniversitesi Dergileri
R45 H/K ORTADAN PİVOT PENCERE ÖLÇÜLER Dış Ölçüler Pivot
İNDÜKSİYONLU SERT KROM KAPLI MİLLER C45E (Ck45)
Zombi Kapitalizm 2. parça - marx-21
OFERTA Przyjęcia komunijnego
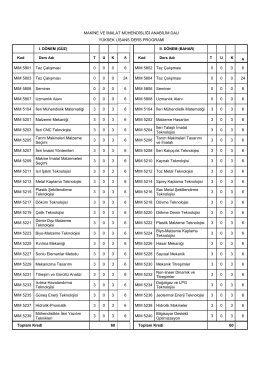
Makine Teknikerliği B - Orman Genel Müdürlüğü
Online Katalog
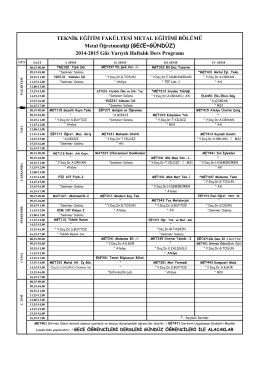
2014-2015 Güz Yarıyılı Metal Eğit. Böl. Haftalık Ders Programı
Yüksek Lisans Programı
Ocak – Haziran 2015 - Yorsan Cam Merkezi
MAL201 Callister Faz Dönüşümlari (TTT)
VII. Lisansüstü Turizm Öğrencileri Araştırma Kongresi
Untitled
İndir - WordPress.com
Silis Dumanı Miktarının Kendiliğinden Yerleşen
Farklı Isıl İşlemlerin 16Mo3 (1.5415) Sac Malzemenin İleri
Ders 7 - Yrd.Doç.Dr.Fatih AY
MAL201 Callister Faz Diyagramları
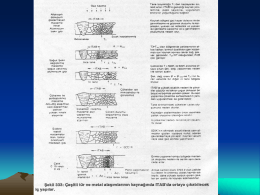
Saf demirin soğuma eğrisi ve oluşan kristal yapıları
Metallerde özel kırılganlıklar
MAL201Faz-DemirKarbon