Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
İndir - WordPress.com
Yrd. Doç. Dr. Uğur ÇAVDAR - Celal Bayar Üniversitesi
Konstrüksiyon Malzemelerinin Özellikleri
Farklı Türdeki Yüksek Mukavemet Çeliklerinin Punta
MAL201Faz-DemirKarbon
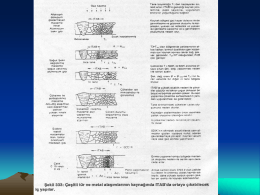
Saf demirin soğuma eğrisi ve oluşan kristal yapıları
10.6.1. AB DÜZENLEMELERİ
dswsdddssda e8 Paslanmaz çeliklerle çalismak
III - YAYINMA (DİFÜZYON)
Malzeme: Tanımlama ve Seçim - Kocaeli Üniversitesi Metalurji ve
Yard. Doç. Dr. Asuman Cömert Erkılınç Lisans
VizeIIveFinalHazırlık Aralık2014
östenitik paslanmaz çeliklerin kaynağı
Ders içeriği - Ege Üniversitesi Aliağa Meslek Yüksekokulu
Ders 10 - Yrd.Doç.Dr.Fatih AY
Kuresellesme_surecinde_ISAGU_nereye_word_2009
makine elemanları
makine elemanları
tc selçuk üniversitesi fen bilimleri enstitüsü ç
Al-Cu Alaşımlarında Porozite Ve Mikroyapının Yaşlandırma Üzerine
karar 2014/016 - Afyon Kocatepe Üniversitesi
Ders içeriği - Ege Üniversitesi Aliağa Meslek Yüksekokulu
Metallerde özel kırılganlıklar