Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
dswsdddssda e8 Paslanmaz çeliklerle çalismak
pdf indir - Askaynak
HVAF ENDÜSTRİYEL ÖRNEK
Seramik Kaplama.pub - Yüzey Mühendislik Kaplama
Lab Deney Kitabı - Mühendislik Fakültesi
östenitik paslanmaz çeliklerin kaynağı
2 - Teknoloji - Karabük Üniversitesi
Slayt 1 - Makine Mühendisliği
makina laboratuvarı - ıı deney föyleri
İndir - WordPress.com
10.6.1. AB DÜZENLEMELERİ
Plazma Nedir - TeknikBelgeler.com
3.Sunum
Katalog JEEP Commerce mart 2011
2220 KB - Makina Mühendisleri Odası
DOĞALGAZ - TAHHÜT - ENERJİ
Veri İletişim Tesisatı Özel Tş.
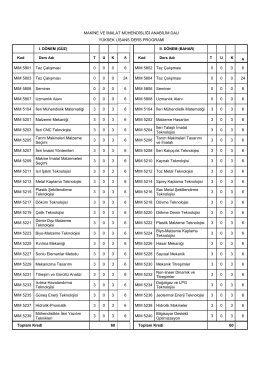
Yüksek Lisans Programı
AKP-RTE`nin_KILIS`te_ISID_ROKETLERI_ile_GOMULEN_GELECEGI
mkt 2014 - Proje Tabanlı Mekatronik Eğitimi Çalıştayı
HPS Hidrolik Proje Sistem Teknolojileri San. Tic. A.Ş
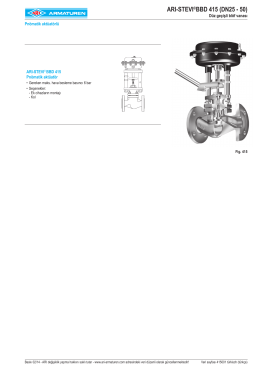
arı-stevı®bbd 415 (dn25 - 50)
Bükme Kılavuzu - Duferco | Türkiye