Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
10.6.1. AB DÜZENLEMELERİ
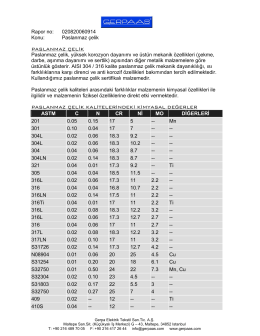
Rapor no:
akıllı ev sistemleri
Bandırma Organize Sanayi Bölgesi Çevre Yönetim Sistemi
Makale Article - Marine Line Türkiye
İndir - WordPress.com
dswsdddssda e8 Paslanmaz çeliklerle çalismak
EasiRange - Viking Johnson
BİLDİRİ NO / ABSTRACT NUMBER BİLDİRİ ÖZETİ BAŞLIK / TITLE
östenitik paslanmaz çeliklerin kaynağı
BİTİRME ÖDEVİ UĞUR VULAŞ ŞUBAT 2014
otomobil kapı barı parçasının yüksek mukavemetli
İndir - İstanbul Maden ve Metaller İhracatçı Birlikleri
Yeni kesici takımlar ve çözümler 14.1
10035880 - Sosyal Bilimler Enstitüsü
Kamu Hizmet Standartları Tabloları
MFP14 Pompa porcjowa
Orka SQL-2012 Eğitim Kitapçığı
Alaşımsız Karbon Çelikleri Düşük ve Yüksek
SÜRTÜNME KARIŞTIRMA KAYNAĞIYLA BİRLEŞTİRİLMİŞ
Suya Dayanikli Yangina Dayanikli (Fr)
Hırsız Alarm Teknik Eğitim