Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
Konstrüksiyon Malzemelerinin Özellikleri
Işıl İşlemler
Prof. Dr. Metin AYDOĞAN
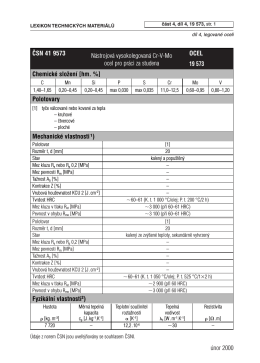
âSN 41 9573 Nástrojová vysokolegovaná Cr-V
İndir - WordPress.com
Yolluk-besleyici sistemleri - Megep
makine elemanları
makine elemanları
LEMEZMEGMUNKÁLÁS
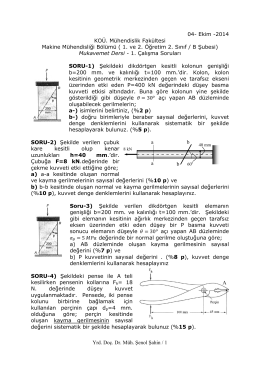
Yrd. Doç. Dr. Müh. Şenol Şahin / 1 04- Ekim
View/Open
Çekirdekleşme
kaynak yöntemleri - A. Alper Cerit, PhD
20.GRUP
DALGIÇ POMPALAR ve MOTORLARI 4” DIAMOND
korozyon ve önlenmesi
Lisansüstü Öğrenciler için İntibak İşlemleri
östenitik paslanmaz çeliklerin kaynağı
Yumuşatma Tavı
korozyon
Unior katalog, Klešta (download PDF
null