Read
Gur
☰
Explore Categories
Sign in
Sign up
Upload
×
Download
No category
Yard. Doç. Dr. Asuman Cömert Erkılınç Lisans
หลักสูตรวิศวกรรมศาสตรบัณฑิต สาขาวิชาวิศวกรรมเคมี
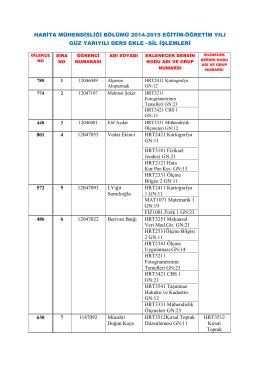
sil işlemleri 801 4 12047
TDV DIA - İslam Ansiklopedisi
Kasım 2014 Risk ve Mühendislik Grubu - CNC
TDV DIA
TDV DIA - İslam Ansiklopedisi
TDV DIA - İslam Ansiklopedisi
NDT - A. Alper Cerit, PhD
View/Open
View/Open
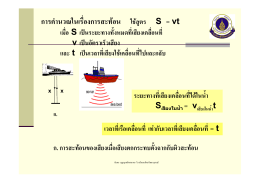
The Nature and Properties of sound2
EFQM 2013 Model Tanıtımı - Stratejik Planlama ve EFQM Şube