Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
Farklı Isıl İşlemlerin 16Mo3 (1.5415) Sac Malzemenin İleri
vergnano
Z DIN ISO 5746 TS 60/2 Z DIN ISO 5749 TS 60/11
bilgisayarınıza indirebilir - Ankara Alüminyum ve Metal San. Tic. Ltd
r f r f p e 3 !
lütfi ege ortaokulu 2014-2015 eğitim öğretim yılı 2. dönem nöbet
47 CĠNSĠYETĠN GĠRĠġĠMCĠLĠK ÖZELLĠKLERĠ ÜZERĠNE
TDV DIA - İslam Ansiklopedisi
Copy of yeni menü yazilarix
conference program - ACEI 2014 - Université du Québec à Montréal
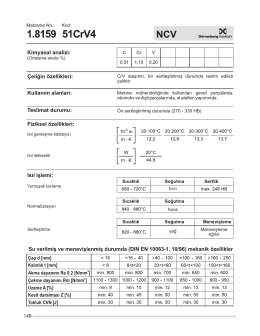
1.8159 - Sağlam Metal
Document
Download (2MB)
Üçgen Çizimi
tc selçuk üniversitesi fen bilimleri enstitüsü ç
efektywny dział prawny&dział compliance
küçükler start listesi
ulaşmak için tıklayınız
Doç. Dr. Ali Rıza YILDIZ - Bursa Teknik Üniversitesi
CH 15: Metal Şekillendirmenin Temelleri
Arama Ruhsat Bedeli Hakkında - Maden İşleri Genel Müdürlüğü
Tasarım Dünyasına Hoşgeldiniz
Ders 7 - Yrd.Doç.Dr.Fatih AY