Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
MAL201VizeIeHazırlık2014
VizeIIveFinalHazırlık Aralık2014
Alt programlar
Haziran Rotalife Dergi
Raised Access Floor Systems
Mal201KristalYapi-XisiniDifraksiyon
Katalog osłon i akcesoriów do węży HELIXGUARD
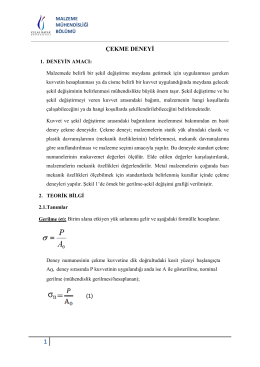
ÇEKME DENEYİ (1) - Celal Bayar Üniversitesi
MAL201KristalYapıKusurveYayınma
Mal201KristalKusur
TOPRAK KİRLİLİĞİ VE KONTROLÜ
EVDE BİYOTEKNOLOJİ - Adnan Menderes Üniversitesi
Mal201MekanikOzelliklerSertlik
Rozpis - Jezdci.cz
Ubijak wibracyjny MT-55 / 55L / 65 / 72
ELK 204 Mantık Devreleri Laboratuvarı Deney Kitapçığı
Faz ve DD
Toz Metalurjik Malzemeler
ince cidarlı kompozit kirişlerin statik ve dinamik analizi
Bil264L-Lab2 – Tutorial
Pulsar Broşür
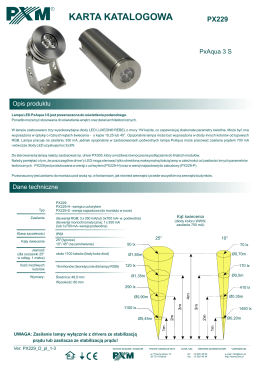
PX229 karta katalogowa
Koruge Teknik Katalog