Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
Elektrod Kaynağı
Askı elemanları Şartnamesi
3 mm
E-5 - Pimaş
Ürün Yenilikleri
KID II - Britax Römer
Oterm EE101 Kullanım Kılavuzu
tesġsat teknolojġsġ ve ġklġmlendġrme elektrġk ark boru
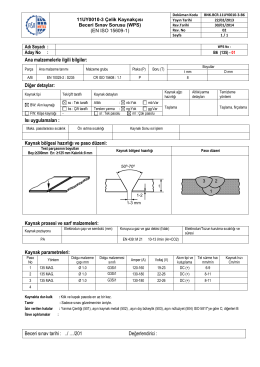
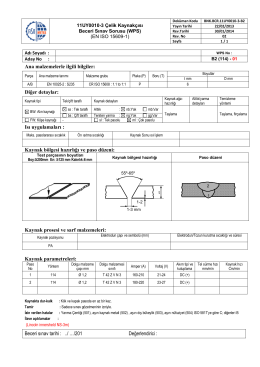
Welding Procedure Specification (WPS)
bir dizel motorunun motor hızı ve yüküne bağlı
LS1216, LS1216L
Modül Bilgi Sayfaları
Welding Procedure Specification (WPS)
HADDELEME - WordPress.com
Viega Advantix Vario. Milimetrik doğruluk. Sınırsız esneklik.
Basında bugün - Ankara Ticaret Borsası
Vize-II Sınavı Soruları ve Cevapları