Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
Askı elemanları Şartnamesi
Elektrod Kaynağı
Svobodné IT firmy v ČR
Toplantıya Katılan Üyeler
EMÜLZER PURREADY-B
emülzer pu
SABEMER SERVİS HİZMET Bu yeterliliğin amacı, yiyecek içecek
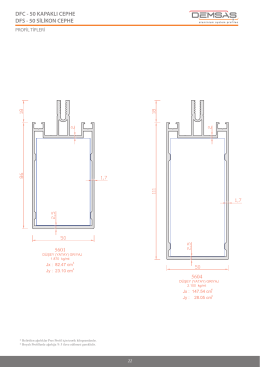
dfc - 50 kapaklı cephe dfs
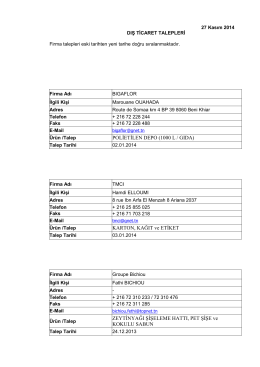
tunuslu firma talepleri 2014
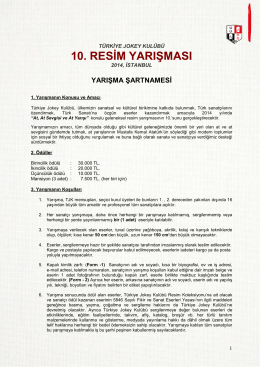
Yarışma koşulları ve katılım formu
ermaken t5-t10 redüktör klavuzu
KAMPANYA - İzeltaş El Aletleri
Kaliteli Ürün Uygun Fiyat
Teknik Sartname 2014-166350
Saab - Canoto.net
508 aksesuarları
PDF - görüntüle/indir
UÜ-SK BÜTÇE PLAN SATINALMA TEKNİK ŞARTNAME ÖRNEĞİ
Curriculum vitae - Ing. Miroslav Mrázek
Baby-Café „Krümelcrönchen“
Wyniki postępowania - IPO Oddział w Pszczynie
HAZOP ve FMEA Çalışması
Malzemelerin Genel Özellikleri