Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
Objavljen u "Sl. listu RCG" b
Prezentacije - ICT rješenja i usluge
Dalje
Uposlenici sa umanjenom radnom sposobnošću
Pravilnik o znr u crnoj metalurgiji
Zapisnik sa redovne skupštine akcionara a.d. SINTER
Prilog 2a
KULONOV ZAKON 1. Dvije jednake kuglice
Koknursna Dokumentacija
Pravilnik o vrstama minimalno tehničkim uslovima i
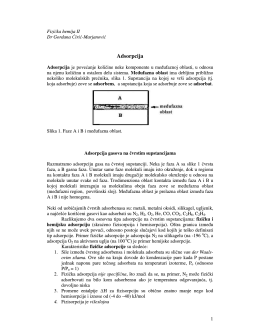
Adsorpcija
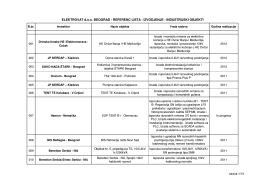
pdf formatu - Elektrovat
Ispiranje zlata (pdf, 300kb)
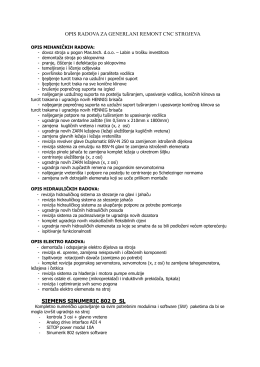
Generalni remont CNC - Mas.Tech.
НАСТАВНО-НАУЧНО ВЕЋЕ П О З И В Позивају се чланови
09 Digitalna amplitudska modulacija
„KOMPJUTERSKA GRAFIKA“ Mašinski tehničar za kompjutersko
B4-00 GRUPA B4: HVDC I ENERGETSKA ELEKTRONIKA
Cevna obujmica & Igla za letvu
(PDF format)
Verzija za štampu (PDF)
Fasadna armirna mrežica
„KONČAR Electronic – ELEKTRO ČETKICE“ (download)