Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
Pravilnik o znr u crnoj metalurgiji
Objavljen u "Sl. listu RCG" b
ENERGETSKI BILANS SRBIJE I OBNOVLJIVI IZVORI ENERGIJE
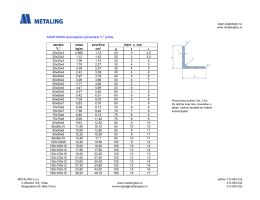
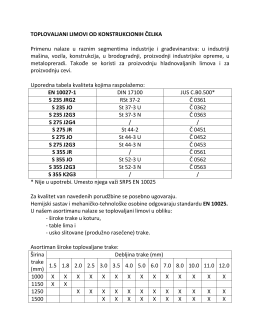
ASORTIMAN toplovaljanih jednokrakih "L" profila oznaka "L" masa
mistrovství české republiky 2016 juniorů (mčrj 2016)
Преузмите студију затеченог стања
TOPLOVALJANI LIMOVI OD KONSTRUKCIONIH
závazné pokyny pro účast týmů v mčr žáků 2016
Naziv MJ VP Cijena rasporodaja Antihefterica Esselte
2_MAGISTRI ZNANOSTI — Hrvatski
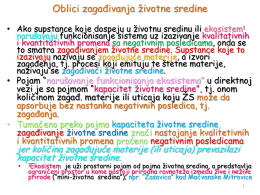
Oblici zagađivanja životne sredine
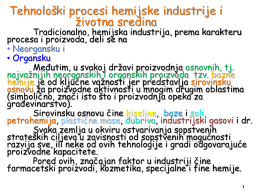
Tehnološki procesi hemijske industrije i životna sredina
04 - 05 uvodnik sadrzaj.indd
Katalog JEEP Commerce mart 2011
Informativni list | 27. Oktobar 2014. | Broj 135/136
Izjava o mreži 2014
Monografija
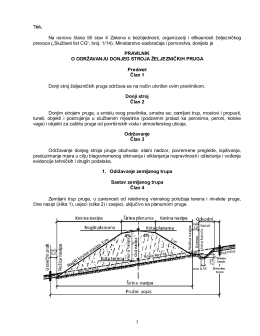
Pravilnik o održavanju donjeg stroja željezničkih pruga
Refernc lista Studije o proceni uticaja na životnu sredinu
katalog u pdf srb fin.cdr
Původ Storm - Appaloosa farm
izgradnja fabrike za proizvodnju ferosilicija u gornjem vakufu
ACO Clara bio prečistači