Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
PROGRAMIRANJE CNC MAŠINA IV 1.Objasniti potprogram
TTMarketing servisi
prirucnik-za-organsku
Programiranje na CNC maš. III
12-demokratsko
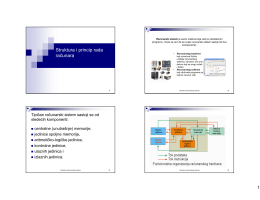
Arhitektura računara
Pregled mreža OCD u Srbiji
Spojevi sa falcem - Stolarska radionica
Poziv br. 46/13.pdf
l - Sveučilište u Rijeci
Na ovom linku - Stolarska radionica
INNOWACYJNA UNIA EUROPEJSKA ,f * `
CRNA GORA Obrazac 4 Ministarstvo finansija Član 63
PDF verziju - Stolarska radionica
linka - Stolarska radionica
Grantovi - Biro za društvena istraživanja
8.1. Biometrijski sistemi za utvrđivanje identiteta
IB-TRON 3100HT
Структура и принцип рада рачунара
kerastar troslojni sistemi dimnjaka sa profilnom cevi od keramike
Brošura - Program za celoživotno učenje
Pregled proizvoda za obradu metala
Programiranje 1