Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
Programiranje na CNC maš. III
NOVI PRISTUP U DEFINISANJU UNIVERZALNE OBRADIVOSTI
PROGRAMIRANJE CNC MAŠINA IV 1.Objasniti potprogram
Automatizacija proizvodnje podrazumijeva primjenu ekonomskih i
Novine u NCTS-u od 1. februara
HR HR MIŠLJENJE
Ručni alati
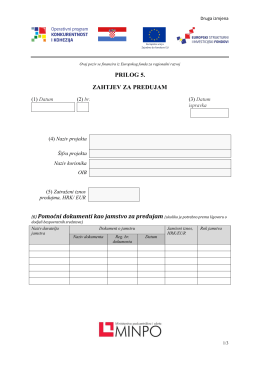
PRILOG 5. ZAHTJEV ZA PREDUJAM (6) Pomoćni dokumenti kao
Sredanovic PREZENTACIJE SA VJEZBI IZ OBRADNIH SISTEMA ZA
1. Šta je računar ? - elektronski ure aj sposoban da na programiran
Informativni katalog
ilkokullarda yazar buluşmaları
makine programı ders içerikleri - Osmaniye Korkut Ata Üniversitesi
CAD/CAM ENTEGRASYONU: ÜRÜN GELİŞTİRME
Dökümanı buradan indirebilirsiniz.
Предавање 9
Osnove programiranja NC
Katalog VEKA profila
Světu vládne DYNAMIC CAD/CAM software.
null
Lions Club Poreč Likovni natječaj srednjih škola LCLIN 2016
PRIOPĆENJE ZA JAVNOST U POVODU OBJAVE INDEKSA
null