Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
Предавање 9
การตรวจสอบระบบเทคโนโลยีสารสนเทศ
zde
1065,
PROBLEMATIKA REFERENČNÍ BUDOVY PRO
Предавање 7
Ve státní svátky 5. a 6. 7. máme pro Vás
Pobierz artykuł w pdf
FIN ZLOM 2013.indd
ERASMUS STAJ KONSORSİYUMU İZMİR STAJ YERLERİ
Zbernicové rozhrania/ poľný rozdeľovač pre riadenie MOVI
8 Izvlakači
SOLIDplus
linka - Stolarska radionica
PDF verziju - Stolarska radionica
Improvement of Improvement of Product Development in
Dodatak
null
null
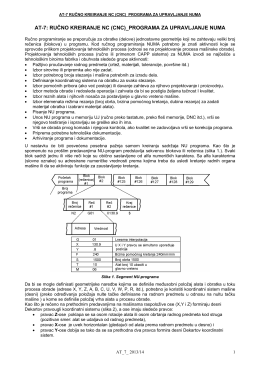
Osnove programiranja NC
null
Programiranje na CNC maš. III
ZEMNÍ SPOJKY 3M BPEO Pro optické kabely v