Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
Novinky v obrábaní
Spolupráca s praxou - Strojnícka fakulta
Program rozvoja vidieka 2014 – 2020
RKW 250 - Ventra
November/Listopad 2013
PRVÝ NEZÁVISLÝ SÚKROMNÝ DENNÍK NA SLOVENSKU
Marec 2012 - Strojárstvo
vranovske_novinky_c_06_2013.pdf
VESTNÍK - Závodisko Bratislava
Stabilizace dusíku - SKW Stickstoffwerke Piesteritz GmbH
ALZON®46 - SKW Stickstoffwerke Piesteritz GmbH
FEM - model - Kovosvit MAS
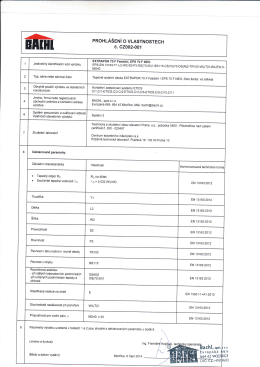
EXTRAPOR 70 F Fasádní
8x8 Tekerlekli Zırhlı Araç Performans Modeli Geliştirilmesi
Konstrukční inženýrství www.uk.fme.vutbr.cz
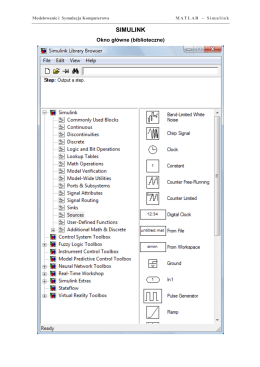
SIMULINK
ročník 16, 2012, č. 2, ISSN 1338-1024
Lány – 7 3 – výročí T G Masaryka
Verzia v PDF - Leaderpress
POINTSEP UV500 - Purator – Techno Tip, sro
Návrh programu rozvoja vidieka SR na programovacie obdobie 2014
Taliansky sektor obrábacích strojov
PIADIN® - SKW Stickstoffwerke Piesteritz GmbH