Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
stáhnout [pdf] - Časopis SLÉVÁRENSTVÍ
stáhnout [pdf] - Časopis SLÉVÁRENSTVÍ
stáhnout [pdf] - Časopis SLÉVÁRENSTVÍ
15 let kráčíme s Vámi cestou společné evoluce 1–2/2013
stáhnout [pdf] - Časopis SLÉVÁRENSTVÍ
stáhnout [pdf] - Časopis SLÉVÁRENSTVÍ
stáhnout [pdf] - Časopis SLÉVÁRENSTVÍ
stáhnout [pdf] - Časopis SLÉVÁRENSTVÍ
stáhnout [pdf] - Časopis SLÉVÁRENSTVÍ
stáhnout [pdf] - Časopis SLÉVÁRENSTVÍ
Obecné noviny č.2 - 2013
stáhnout [pdf] - Časopis SLÉVÁRENSTVÍ
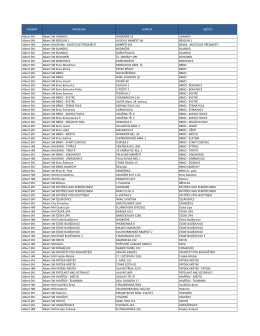
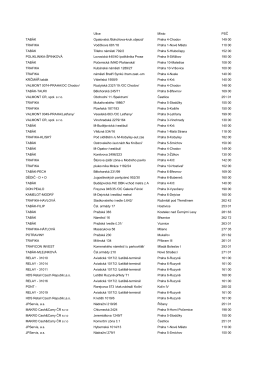
Albert Hypermarket a Albert Supermarket
Prodejní místa (formát , velikost 69,7 kB)
![stáhnout [pdf] - Časopis SLÉVÁRENSTVÍ](http://s2.readgur.com/store/data/000170058_1-9093e64963891249f89ad7904b4f8c6c-260x520.png)
![stáhnout [pdf] - Časopis SLÉVÁRENSTVÍ](http://s2.readgur.com/store/data/000167072_1-d5e0a05b913cd9e5e661e5945605fedd-260x520.png)

![stáhnout [pdf] - Časopis SLÉVÁRENSTVÍ](http://s2.readgur.com/store/data/000164788_1-90a4ec6184658edaa18a23c527f50f1e-260x520.png)
![stáhnout [pdf] - Časopis SLÉVÁRENSTVÍ](http://s2.readgur.com/store/data/000140172_1-3d21a0ce124cd04397ef01ca11bb6f76-260x520.png)
![stáhnout [pdf] - Časopis SLÉVÁRENSTVÍ](http://s2.readgur.com/store/data/000147631_1-3fbbc3078ff22846f66a51a9e22c1266-260x520.png)
![stáhnout [pdf] - Časopis SLÉVÁRENSTVÍ](http://s2.readgur.com/store/data/000163447_1-865915896c1f05a95acdac46baf573b6-260x520.png)
![stáhnout [pdf] - Časopis SLÉVÁRENSTVÍ](http://s2.readgur.com/store/data/000144132_1-dd37181a8cb704d319704d3901fc85be-260x520.png)
![stáhnout [pdf] - Časopis SLÉVÁRENSTVÍ](http://s2.readgur.com/store/data/000143650_1-f7ce1afcb22eecfccbfd393c61476f92-260x520.png)

![stáhnout [pdf] - Časopis SLÉVÁRENSTVÍ](http://s2.readgur.com/store/data/000169070_1-9868df1985a95301b07fb318f69d6ce0-260x520.png)