Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
Stáhnout zdarma (.pdf)
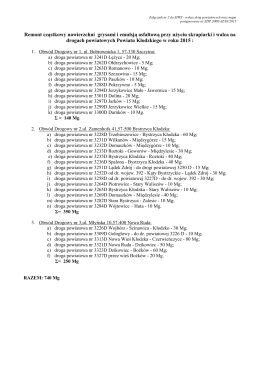
wykaz dróg powiatowych oraz mapa dróg powiatowych
katalog RK - aktualizace k 1.9.2013
Firma Apos-Auto je v insolvenčním řízení, dluží miliony
číslo 1 - Strojírenská technologie
Seznam rekvalifikačních kurzů pro rok 2013
Návod k obsluze CZ Návod na obsluhu SK
Stáhnout zdarma (.pdf)
Stáhnout zdarma (.pdf)
Stáhnout zdarma (.pdf)
Jaký byl rok 2014 ve Vimperku v oblasti životního
Nasazení PLM systému Teamcenter řeší ve
Krok správným směrem
Produktivita svařování
Bezpečnostní list
Vyrocni zprava 2011.pdf
magazín
25_11.pdf - Odborový svaz KOVO
Stáhnout zdarma (.pdf)
HISTÓRIA Korene značky BMW siahajú až do roku
Stáhnout zdarma (.pdf)
Stáhnout časopis v .pdf
curver 1.0 - Jakub Kinšt