Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
Stáhnout zdarma (.pdf)
İlçe Milli Eğitim Müdürlüğü Yazısı
Youcat – Sva tost smí ř ení .
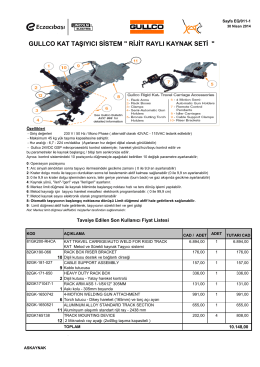
pdf indir - Askaynak
1. OBRANA (MO, armáda, KP, HS) 1.1. Problém: “Neefektivní
Stáhnout zdarma ()
Zkušenosti při certifikaci výrobců ocelových
Nová legislativa pro zkoušení svářečů dle ISO v
TU / HERE (.pdf) - Moloss klub Slovensko
Stáhnout zdarma (.pdf)
zde - Svět Svaru
Může prodavač robotů zvítězit nad zdravým rozumem
Stáhnout zdarma (.pdf)
ZVÁRANIE 2014.pdf
Epeiros Cup 22.06.2013 - klub cane corso a dogo canario
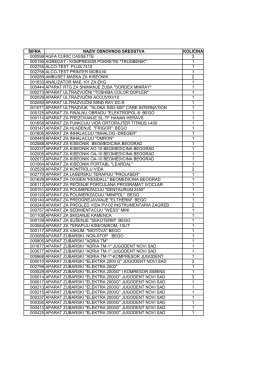
SpisakMedicinskeOpreme - Dom zdravlja Subotica
Stáhnout zdarma (.pdf)
Stáhnout zdarma (.pdf)
HOS 9A HOS 8-230 - LUMAG CZ s.r.o.
Svět plastů + TECHnews – mediální partner konference PLASTKO
Časopis Transfer - květen 2011
Pro absolutní nasazení.
Radiograficzna ocena jakości złączy spawanych płyt pomostowych