Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
Stáhnout zdarma (.pdf)
Stáhnout časopis v
Stáhnout zdarma (.pdf)
Stáhnout zdarma (.pdf)
Mistři robotiky a řízení pohybu
Stáhnout zdarma (.pdf)
Stáhnout zdarma (.pdf)
Doprava a logistikanás už nebudou potřebovat
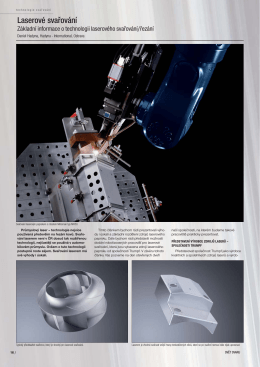
Laserové svařování
Výběr špatné ochranné atmosféry
Produktivita svařování
Hořák MIG-A TWIST ke stažení
TCL - Hadyna
Katalog Migatronic
Standardní model pracoviště pro odporové svařování
Stáhnout časopis v .pdf
Stáhnout zdarma (.pdf)
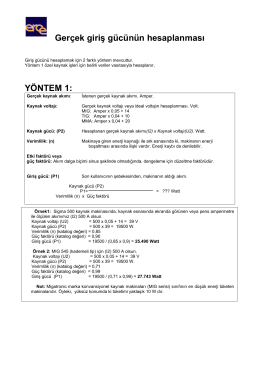
makinaların enerji tüketim hesaplamaları - Er-CE
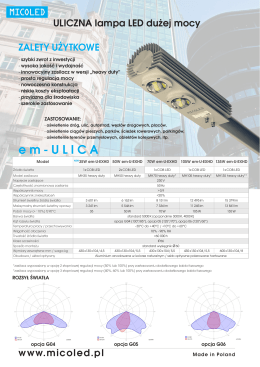
ml 150 C - x I xE I za
karta katalogowa