Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
Stáhnout časopis v .pdf
jarní prázdniny - Městská část PRAHA
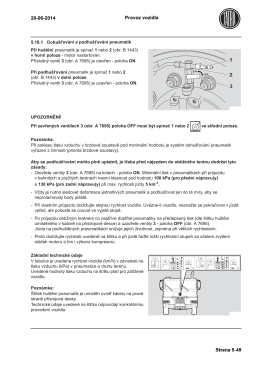
Návod k obsluze Tatra 2.
přehled implementace směrnice o ekodesignu a
November 2010
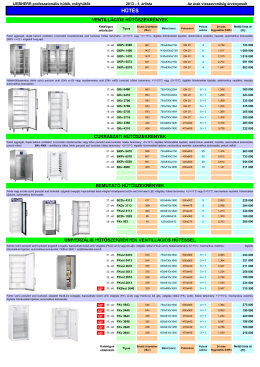
HŰTÉS - Assur Kft.
Škoda TSI Cup 2010
SK ceník PROFI od 3.2.2014.xlsx
Specifikace ultrazvukového přístroje uSmart 3200T 1
Brožura MV5 ZE 301 XL
Stáhnout zdarma (.pdf)
Jednoduchý. Přenosný. Spolehlivý.
Vyrástli pre každú úlohu.
Stáhnout zdarma (.pdf)
Stáhnout zdarma (.pdf)
Stáhnout zdarma (.pdf)
Stáhnout zdarma (.pdf)
Układarki generacji „kreska 3”
Výroční zpráva 2012-2013 - SŠTE Brno, Olomoucká 61
Zpravodaj 01/2013
Stáhnout zdarma (.pdf)
TMT Servis - Milan Marek
stáhnout v PDF