Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
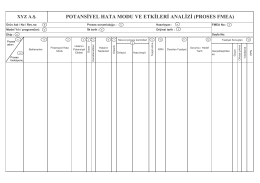
FMEA,QFD.pdf
pfmea formu
1 - 5
tiskové zprávě - Svaz průmyslu a dopravy ČR
Lotus News
DNV Akademie Naše zkušenosti pro Váš růst
Radomír Ščurek Analýza rizik objektu kritické infrastruktury
Produktový list FlexNet - T
Obecně o kontrole kvality, důležité kapitoly normy ISO 15189
základy moderního řízení kvality
Pavlína Jungová, Wiener Kindergarten, Vídeň, Rakousko, 2.
00 BIV - Schema.pdf
Stáhnout v pdf
PASIVNÍ antidekubitní MATRACE
Úryvek příručky naleznete zde
Teorija Cena O.C. Smart Basic Lomina 5, Beograd 011/32-82
Motto: „Každý je génius. Ale pokud budete posuzovat
Document
1 Základní statistické pojmy, charakteristiky souboru
zde - OK1GTH
Zde - FIT ČVUT
Podpora vzdelávania študentov netechnického zamerania
Ovce, ovce, ovce - Ing. Milan Hein