Read
Gur
☰
Explore Categories
Sign in
Sign up
Upload
×
Download
No category
podloge za vježbe iz obradnih sistema za obradu rezanjem
Sredanovic PREZENTACIJE SA VJEZBI IZ OBRADNIH SISTEMA ZA
HDK-P Yeniden Yapılanırken
Generalni remont CNC - Mas.Tech.
univerzitet u banjoj luci mašinski fakultet oprema u laboratoriji
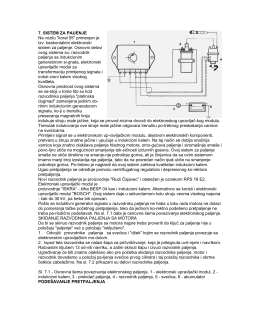
7. SISTEM ZA PAUENJE Na vozilu "koral 55"
Cenovnik TERRAX (16.01.2015)
HAHN+KOLB SRBIJA - HAHN+KOLB Werkzeuge GmbH
UPUTSTVO ZA RUKOVANJE
autolimar
product catalog
ПРАКТИЧНА НАСТАВА IV
ORIGINALNI NAUČNI RAD PRIMENA GENETSKOG