Read
Gur
☰
Explore Categories
Sign in
Sign up
Upload
×
Download
No category
ORIGINALNI NAUČNI RAD PRIMENA GENETSKOG
Application Form 2016
Epigenetika i evolucija
§-Kkn - Kayapınar İlçe Milli Eğitim Müdürlüğü
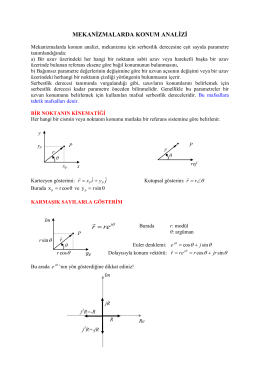
i ÖZET Yüksek Lisans Tezi Elipsoidal Yüksekliklerin Ortometrik
Svjetska banka Poboljšavamo živote ljudi u Bosni i Hercegovini
product catalog
tc selçuk üniversitesi fen bilimleri enstitüsü yoğuşmalı kombiler için
Преузмите литературу за испит из предмета Информациона
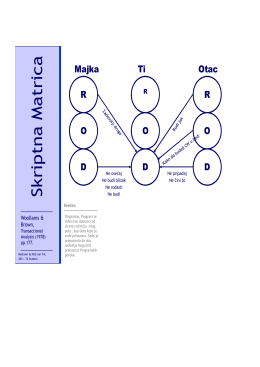
Skriptn a Matric a
certıfıcate of conformıty to turkısh standards
Stavové riadenie laboratórneho modelu hydraulického systému
Automatizacija proizvodnje podrazumijeva primjenu ekonomskih i