Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
6 Sigma ve Uygulamaları
Eğitimde Çoklu Ortam (Hypermedia) Uygulamaları
mart-nisan - Örme Sanayicileri Derneği
Slayt 1 - Fikirlerin Yorumu
Gemi Isıtma Tesisatı
7 Yeliz Doğan Gebeler
Çözüm - Yarbis
yalın dönüşüm - Prof. Dr. Turan PAKSOY
KALİTE VE TOPLAM KALİTE YÖNETİMİ
Tarihçe - Akif İnan Anadolu İmam Hatip Lisesi
Süne Sunu
Haziran 2014 - Sayı 174 Aylık Şiir ve Eleştiri Dergisi ISSN
İşyerine ait özel riskler, iş kazaları ve ilgili formlar
4. hafta sunusu
Hastane Çalışanlarında İşe Bağlı Kas İskelet Sistemi Hastalıkları
Konu 2
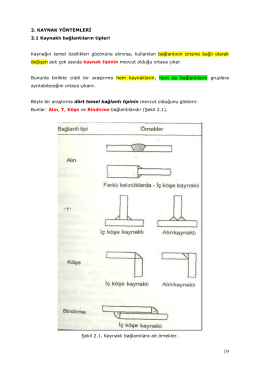
2. KAYNAK YÖNTEMLERİ 2.1 Kaynaklı bağlantıların tipleri
Proje Yönetiminin Temelleri, PMI Uyumlu
Uygulama ve Araştırma Merkezinin 2014 yılında gerçekleştirdiği
BWM_0000273_19 - TIL
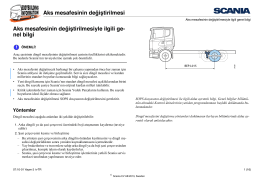
Devamı - Meiller Türkiye
tesġsat teknolojġsġ ve ġklġmlendġrme elektrġk ark boru
Nur Erdem ÖZEREN Doğru Tercih Nasıl Yapılır