Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
ESAB News 1/2010
Čítaj celý dokument tu
ESAB News 1-2 2012
PREBUĎTE SVOJU IMUNITU
jar 2013 - Kinekus
ESAB News 1 2011
spektrum2_2010 SK.indd
9 jemnozrnné ocele
CONCEPT YOU - Volvo Cars
Air Liquide Welding: svetový líder
2.16 Vysokolegované nehrdzavejúce ocele
Stainless Service Poland Brochure
Accu-Chek Inform II stručný návod
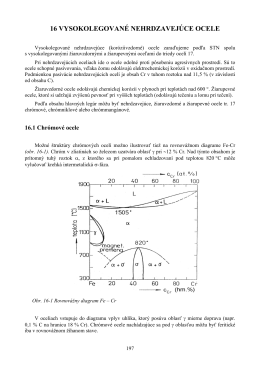
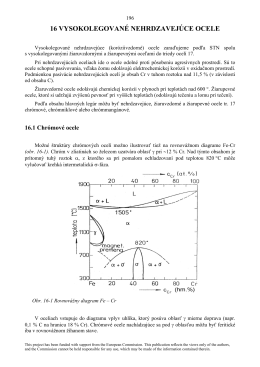
16 vysokolegované nehrdzavejúce ocele
Rozhodnutie Európskeho parlamentu a Rady č. 1104/2011/EÚ z 25
interiérom s precízne riešením
VÝVOJ TECHNOLÓGIÍ V OBLASTI TROSIEK
SECURITY P12
Osvetlenie s indukčnými svetelnými zdrojmi - A
งาน วิจัย ที่ เซ็กซี่
Nariadenie Komisie (EÚ) č. 445/2011 z 10. mája 2011 o systéme
NARIADENIE KOMISIE (EÚ) č. 702/ 2014
Tavivá na zváranie a naváranie