Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
ESAB News 1-2 2012
ESAB News 1/2010
dopravníkové pásy
NIP 554-10-23-541, REGON 091270190, KRS
nowe materiały ekologiczne
YardFeedery ESAB prinášajú zváranie rúrkovým drôtom do všetkých
Zváracie stroje ESAB
3/2015 - Oriflame
2 2012
E V M O S Zváracia technika Rožňava
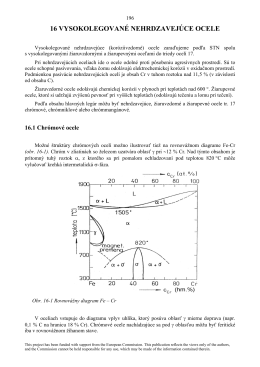
16 vysokolegované nehrdzavejúce ocele
บทที่1 จุดเริ่มต้น ความรับผิดชอบต่อสังคมของอ
Zváracie stroje Origo™ Mig 4004i/5004i
Aristo® Mig 4004i Pulse Aristo® Feed 3004, U6/U8 Aristo
WAMATECH
ESAB News 1 2011
Ročenka TK Filozof za rok 2013.pdf
2 2010
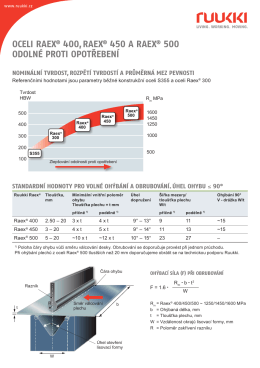
OCELI RaEx® 400,RaEx ® 450 a RaEx® 500 ODOLNÉ
ESAB Swift Art Transfer SAT
MANUFACTURING TECHNOLOGY
příručka svařování - Products
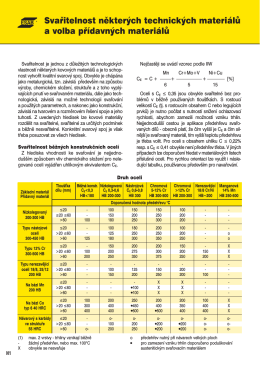
Svařitelnost některých technických materiálů a volba přídavných