Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
ESAB News 1 2011
ESAB News 1/2010
201212_pustoulancan
1 Aj na Slovensko dolieha najväčší súčasný problém vyspelých
Geberit Silent-PP
Kompletní KATALOG standardních svařovacích zdrojů
Prevádzkové skúšky pôdospracujúcich nástrojov s dvojvrstvou
Air Liquide Welding: svetový líder
Spektrum 1/2011
DS 7433 CSRX Dryer User Manual Sušičky Návod k použití Sušička
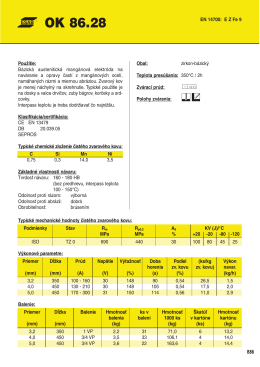
Zváracie stroje ESAB
Esab News 2011/1
POWERCUT elektrická pila na dřevo i zdivo OWERCUT
sivej liatiny
Návod - Kamennyobchod.cz
Akčná ponuka - ESAB Slovakia
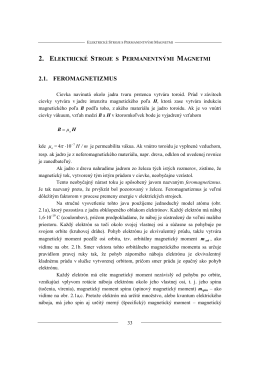
2 ELEKTRICKÉ STROJE S PERMANENTNÝMI MAGNETMI
link
ESAB News 1-2 2012
združenie podnikov - konzorcium
Psychická podpora - Združenie pacientov
dvojzložková hydroizolácia Bolix hydro duo
Celý návod