Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
9 jemnozrnné ocele
2.09 Jemnozrné ocele
November 2010
ESAB News 1/2010
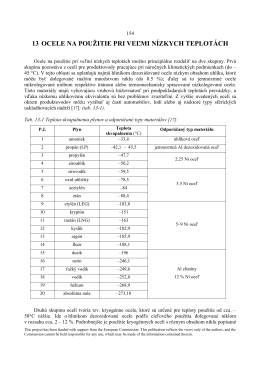
2.13 Kryogénne ocele
LATéNSkE NáLEzy v zbIERkACH SLOvENSkéHO
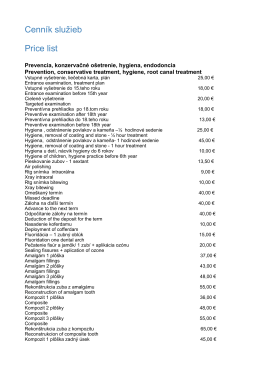
aktuálny cenník
7 štruktúra zvarového spoja
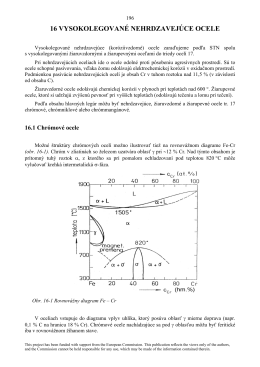
2.16 Vysokolegované nehrdzavejúce ocele
2.07 Štruktúra zváraného zvarového spoja
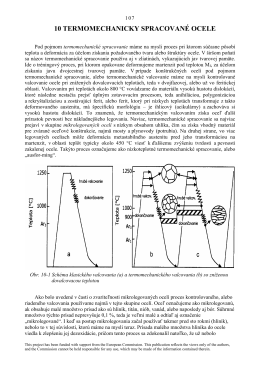
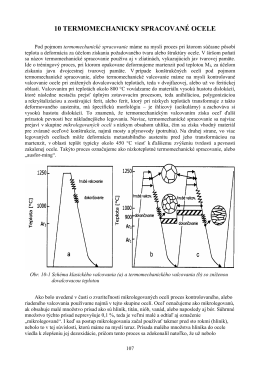
10 termomechanicky spracované ocele
2.10 Termomechanicky spracovávané ocele
Slovo úvodem Film o žárovém zinkování
p-fenolsulfonát zinočnatý – zinková soľ kys
Lom
v roku 2012 - Výskumný Ústav zváračský
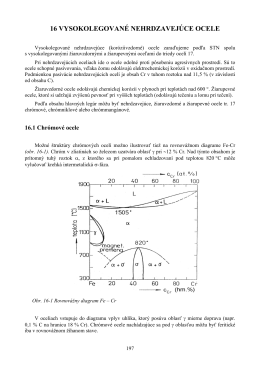
16 vysokolegované nehrdzavejúce ocele
10 VHODNOSŤ PRE PREVÁDZKU
O športe v našom meste, alebo kam kráčaš novácky
2.22 Nikel a zliatiny niklu
2.08 Uhlíkové a uhlíkovo-mangánové ocele
null
2.08 Uhlíkové a uhlíkovo-mangánové ocele