Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
Zváranie materiálov Hardox® a Weldox®
Zváranie materiálov Hardox® a Weldox®
PDF formatı için tıklayınız
TECHSUPPORT #63
Pevnejšia oceľ pre silnejších zákazníkov
EVB ELEKTRÓDA INOX R 29/9 SŽ Ťažko zvariteľné materiály
HARDOX V PRAXI
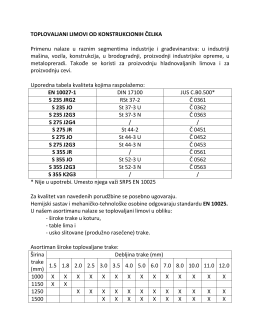
TOPLOVALJANI LIMOVI OD KONSTRUKCIONIH
Aproximace funkcí a numerická derivace
sky 500 teknik özellikler pdf
TU - Tribotechnika
Spektrum 1/2011
příručka svařování - Products
Stáhnout zdarma (.pdf)
Poziv investitorima: GOŠA FABRIKA DRUMSKIH VOZILA
Hardox v praxi
Please find attached David Lock Associates
Hardox v praxi
Otomotiv Mühendisliğinde Egzoz Sistemleri İçin
Hardox In My Body Kepçeler
rury wykonane ze stali docol wykorzystywane w wyścigach
katalog zal.cdr
Kompletný zoznam kurzov na stiahnutie